










絲綢中國
絲綢五千多年的發展歷程,在中華文明史和世界文化交流史上留下了華美的樂章。
絲綢是用蠶絲織造的紡織品,質地柔軟,光澤獨特,是最強韌的天然纖維織物之一。中國是絲綢的起源地,享有「絲國」之美譽,今天仍是世界最大的絲綢生產國。種桑、養蠶、繅絲、織造絲綢是中國古代先民的偉大創造,是中華文明起源和發展的重要物證。絲綢生產歷來在國計民生中佔據重要地位,促進了社會經濟發展和科技進步。
絲綢既是緊繫中國各民族和地域的一條紐帶,也是連通中國與世界的一座橋樑。在絲綢之路上,貴比黃金的絲綢是最具代表性的貨物和貨幣,推動了東西文明交流與互鑒。絲綢不但是色彩紋樣和服飾文化的重要載體,也是中國古代書畫的材質,對世界文化藝術有獨特的貢獻。
展覽從香港故宮文化博物館賀祈思收藏中精選逾100件藏品,以中國歷史為脈絡,梳理從新石器時代到20世紀初的絲綢技術史和藝術史。展覽按時序分為五個單元,透過多姿多彩的織繡品,展現中國各個時期的社會面貌,以及工藝發展、服飾制度、文化交流的情況。



藍色紗繡斗牛紋褂
斗牛紋以龍形結合牛角為主體,是明代皇帝作為特殊恩賞賜予臣下的服飾,象徵受賞者的榮寵與尊崇。有別於蟒、飛魚等紋樣,斗牛紋在賜服制度中地位尤為顯赫,部分官員甚至在未達相應官階時,亦可因功獲特許穿着。
這件褂子採用納紗繡工藝(又稱「穿紗」),在紗羅底料上嚴格按經緯線刺繡,使圖案裝飾性強、面料透氣平整,充分展現明代高超的繡藝。衣身飾有三隻龍形牛角神獸「斗牛」,僅功勳卓著或深受皇恩者方可穿用,是身份與榮耀的象徵。
明代常以賜予斗牛紋等高級袍服,加強對西藏地方政教首領的聯繫。這類織物進入西藏後,常被奉為聖物珍藏,體現中央與地方的聯結,以及多元文化的交融互鑒。






新石器時代晚期至南北朝
絲綢的起源可追索至新石器時代晚期,黃河和長江流域出土的相關文物,印證先民已利用蠶繭抽絲,並以原始織機製作織物。根據古籍記載,「教民養蠶」的創始人為黄帝的元妃飛嫘祖。絲綢生產技藝在商周時期進一步發展,絲織品種類增多,組織結構也更複雜,為之後紡織技術發展,奠定了基礎。

起源與早期技術地理與文化根基
-
黃河與長江流域是最早的養蠶與織造中心,楊䘠、河姆渡等史前文化已利用蠶繭進行初步的繅絲與織造。觀念與記述: 關於蠶與養蠶的早期傳說與歌訣(如“蠶之歌”)反映了人們對蠶桑生態與工藝的認識,並為織造流程提供口傳知識基礎。
商周至秦漢的技術擴展
-
工藝精進: 商周時期絲綢織造技術顯著提升,品種與組織更為多樣,出現更複雜的織法與精細的面料。
-
制度與文化: 秦漢奠定中國經濟、社會與文化的基本格局,絲綢在宮廷與社會中地位提升,逐漸成為身份與禮制的象徵。
-
圖案與審美: 常見紋樣包含鳥獸等自然主題,顯示審美與象徵語彙的豐富化;司馬遷曾記述絲衣的流行,印證其社會普及與地位。
戰國至南北朝的繁榮與融合
-
思想與政制變遷: 此期政治整合與思想活躍並行,佛教引入且廣泛流傳,促使文化題材與圖像語彙拓展。
-
工藝多樣化: 從鏈狀針法到開叉針法等刺繡技術演進,生成更豐富的刺繡類型;錦、綾、繡等工藝臻於成熟。
-
生產組織: 宮廷服飾專門作坊與地方產業(如山東絲業)擴張,形成區域性與宮廷化並進的生產格局。
-
地域廣泛使用: 北方與南方均廣泛採用絲綢,絲服作為社會地位的象徵深入各階層。
對外交流與絲綢之路
-
張騫通西域: 公元前139年出使開啟制度化的通路,促成外交與商貿往來,“絲綢之路”由此活化。
-
跨區域傳播: 絲綢傳入中亞與南亞,並進一步影響希臘—羅馬與薩珊等帝國。
-
圖像與技術互動: 對外交流使中國絲織品的材質、圖案與圖像體系更為多元,呈現跨文明的審美與工藝互補。
中國新石器時代晚期到南北朝,絲綢經歷了從原始養蠶織造到技術發展、紋樣豐富化,並透過陸上&海上絲綢之路走向世界的重要階段,見證了早期中華文明與外來文化的交流,從簡單的絲線、原始織物,到南北朝時期的錦繡華麗、技藝成熟,為後來的隋唐盛世奠定基礎,是中國絲綢史上的關鍵發展期。
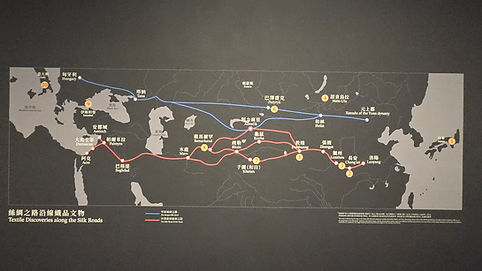
絲綢之路
絲綢之路(Silk Road)不只是一條單純的貿易路線,它是一個龐大而複雜的交通網絡,橫跨歐亞大陸,在歷史上扮演了促進商品流通、文化融合與思想傳播的關鍵角色。
從新石器時代(約公元前10000年至公元前2000年)到西周時期(約公元前1100年),絲綢的生產一直是中國嚴格保密的技術。公元前6至5世紀,廣袤的中亞乾旱地區發生了深刻變化,為後來的絲綢之路奠定了基礎。公元前2世紀,漢朝控制了河西走廊,建立了一條連接長安(今西安)與地中海東岸的陸上通道。絲綢貿易促進了中國與世界其他地區之間的經濟和文化交流。德國學者費迪南·馮·李希霍芬(1833–1905)因此將這條貿易路線命名為「絲綢之路」。絲綢之路也促進了知識的傳播和文明之間的文化互動。中國的絲綢和農業技術傳播到西方地區。絲綢之路在這些交流中發揮了重要作用。從宋代(960–1279年)開始,海上絲綢之路逐漸興起,並逐步成為中國對外貿易的主要通道。


歷史起源與命名:絲路始於西漢張騫出使西域,由最初的軍事外交拓展為國際貿易網絡;其名稱源於 19 世紀地理學家李希霍芬對中國絲綢貿易貢獻的致敬。
跨區域路網結構:涵蓋了以長安為核心的「陸上絲路」、連接東南亞與印度洋的「海上絲路」,以及穿梭西南山區的「南方絲路」,構成了橫跨歐亞非的立體交通體系。
文明與技術交融:它不僅是絲綢、瓷器與西方物產(如葡萄、良馬)的交換通道,更是造紙術、火藥等技術,以及佛教、伊斯蘭教等宗教文化傳播的重要路徑,對人類文明進程影響深遠。

隋唐
隋唐時期的中國社會繁榮發展,貧富之間的經濟聯繫促進了社會的活力。隋朝以土地與稅制改革及基礎建設著稱。中國風格的石器、陶器與瓷器經由陸路與海路貿易出口。絲綢之路沿線的國際都市描繪了路邊客棧、地方市集與自然風光,展現文化與宗教的交融。
隋唐時期的絲綢藝術達到新高峰,技術與人口也迅速成長。唐代社會多元,流行文化蓬勃發展。其中一例是唐三彩陶器,廣受喜愛與使用,可能在隋代已開始流行。此風格在長安的宮廷中尤為盛行,特色為華麗大膽的釉色,並融合了外來元素,如粟特音樂家與舞者,以及來自西亞與中亞的圖像。唐代的「魯王」李叔禮(695年)墓葬即為代表。唐代陶器也加入花卉圖案,反映出對自然與季節的關注。
隋唐的絲綢
隋唐時期,中國結束了長期的政治分裂局面,國力空前強大。唐太宗時終於打通絲綢之路,重新建立了與西漢時功能相似的安西都護府。高宗時,唐朝的羈縻制度達到頂峰,許多國家和地區成為唐朝的羈縻州府,總數達到八百多個,最遠的是在波斯地區。從唐太宗開始,各國尊稱唐朝皇帝為天可汗,標誌着建立以唐朝為核心的國際秩序,亦是絲綢之路暢通的重要保證。
繁盛的絲綢之路(尤其是在唐太宗打通後),將絲綢及其他中國商品(茶、瓷器)大量輸往中亞、西亞及歐洲,換回珍貴的香料、珠寶與農作物,使中國絲綢成為國際貿易的關鍵貨品,彰顯了隋唐盛世的富強與文化影響力。
唐風織綿
從唐朝文獻與出土實物來看,錦的品種繁多,有以用途命名的半臂錦、蕃客袍錦、被錦;有以色彩命名的緋紅錦、白地錦;還有用織物規格、手感等命名的大張錦、軟錦;而最常見的是用紋樣來命名的,如小文子錦、大繝錦、六破錦等。 從織物的組織結構來看,錦多以重組織出現。約在唐初,出現了一種新的經錦組織——斜紋變化經二重組,這種組織在唐朝十分流行。
錦的種類
-
唐代錦品繁多,依用途有半臂錦、蕃客袍錦、被錦;依色彩有緋紅錦、白地錦;依規格或手感有大張錦、軟錦;最常見則依紋樣命名,如小文子錦、大繝錦、六破錦等。唐初出現新的經錦組織「斜紋變化經二重組」,十分流行。
織物與紋樣
-
出土文物如吐魯番的雲頭錦鞋、對人天鹿翼馬對鶴翎莎草緯錦,顯示唐代錦織色彩華麗、紋樣繁複,並有提花效果。唐代「綺」亦盛行,分為平紋地起花與斜紋地起花兩大類。
精練工藝
-
唐代精練主要有「煮練」與「酵練」兩種。酵練利用豬胰中的蛋白酶,能高效去除絲膠,比西方利用胰酶早約1200年,是古代勞動人民的重要發明。
染織技術
-
唐代染料多達三十餘種,以植物染料為主,如藍草、黃檗、紫草、麻根等,並新增媒染染料。媒染劑分為鐵媒與鋁媒,來源包括綠礬、鐵漿、明礬、草木灰等。染色技術成熟,色彩繽紛。
印花技術
-
唐代是中國絲織印花技術的高峰期,古代各種印花方法在此時定型,並傳至日本,三絞染名揚世界。
整理技術
-
包括「平挺(煮燙)整理」與「塗層整理」。唐代已有塗油防雨的技術,製成油衣,質地柔軟、透明且防水,顯示工藝成熟。
粟特錦與波斯錦
粟特錦與波斯錦都是中古時期絲綢之路上的重要紡織品,粟特錦是中亞粟特人製作的、充滿中西合璧風格(如狩獵紋、團花紋、聯珠紋等)的織錦,是東西方文化交流的精華,常在胡人墓葬中出土;而波斯錦則指波斯地區(薩珊王朝至伊斯蘭時期)生產的精美錦緞,以其奢華的紋樣(如皇家狩獵、神話故事)和精湛的技術著稱,代表了當時中西亞頂級的絲織工藝,兩者在設計、色彩和技術上相互影響,共同構成了絲路繁盛的文化圖景。
錦粟特錦是絲綢之路上粟特人融合希臘、羅馬、波斯與中國藝術風格所創造的獨特織錦,常見紋樣有聯珠紋、狩獵紋、神獸、瑞獸、忍冬紋與火焰紋,色彩鮮明且充滿動感;其大量出土於新疆與中亞墓葬,顯示在絲路貿易中具有廣泛流通與重要地位。
波斯錦源自古代波斯(今伊朗),在薩珊王朝(約3至7世紀)時期織錦技術達到巔峰,作品充滿皇家氣派,常見紋樣包括國王狩獵、神話場景及吉祥圖案如帕提亞式獅子;其工藝與設計深刻影響東西方,尤其拜占庭,被視為中古時期奢華與權力的象徵。
粟特錦與波斯錦之間存在密切的文化與技術交流:粟特作為東西方的中介地帶,織錦風格既吸收了波斯的華麗特色,也受到中國錦的影響,並將這些元素廣泛傳播;同時,波斯、粟特與中國在絲織技術上往來頻繁,部分編織方法與紋樣如聯珠紋在三者間反覆出現。整體而言,粟特錦象徵絲路文化的融合,而波斯錦則展現西亞皇家工藝的巔峰,兩者共同勾勒出中古絲綢之路的繁榮景象。
宋元
10至13世紀是中國歷史上經濟、文化、科技全面繁榮的時代。宋朝、金、西夏、回鶻、大理等多種政權並立、相互影響。泉州和廣州成為國際海上貿易中心。宋元時期特別是宋朝,是中國歷史上經濟、文化、科技、教育最繁榮的時代,達到了封建社會的巔峰。著名史學家陳寅恪說:“華夏民族之文化,歷數千載之演進,造極於趙宋之世。1271年,忽必烈(1260–1294年在位)建立了元朝並統一全國,進一步推動民族交流融合。隨著橫跨歐亞的交通網絡打通,元朝與西亞、歐洲聯繫日益緊密,絲綢、瓷器等商品遠銷海外。
宋元時期是中國古代通過海上絲綢之路大力發展海外貿易最成功的時代。它的成功不僅表現在國家財政的增收以及本國人民群眾物質與文化生活水平的提高,更體現在通過海上絲路推動了沿線國家和地區的經濟發展、科技進步與文化交流,促進了財富在沿線國家間的流動並持續增長。
絲綢生產在宋代成為社會經濟的重要來源,種類以綾、羅等輕薄絲織物為主,織做技術細密,圖案風格趨向寫實。遼、金絲綢成雜了晚堂織造技術,廣泛應用於製作錦、綾、羅、綺等提花織物。此時也開始流行緙絲、押金彩繡、染纈等多種手工技藝,並與北方民族喜愛的山水動物等紋樣結合。元代絲綢紋樣沿用宋制,亦受西亞文化影響,風格更趨華麗富貴,流行織金和印金織物,以及工藝複雜、圖案豐富多彩的特結錦。元代特有的一種織物是「納石失」,以其富麗的紋樣和複雜的織造技術著稱。

宋代的紡織工藝
宋代的紡織工藝,在唐代的基礎上更上一層樓,當時主要的絲織品種有錦、綾、紗、羅、綺、絹、綿、綢、緙絲、紵絲等。
蘇州的織錦工藝在宋代已發展得極為興盛,形成了風格獨特的「宋錦」,「內司街坊以絨背為佳」(宋·吳自牧《夢梁錄》)其紋樣繁複、組織規整、配色典雅、質地堅柔,通常採用龜背紋、規矩紋、繡球紋、雀鳥等動物圖案,端莊大氣,不論做衣服或者用於裝裱字畫,都是上上之選。
紗,今日也比較常見,按《夢梁錄》所述,宋代有素紗、天淨紗、三法暗花紗、栗地紗、茸紗等名目。
紵絲,「染絲所織諸顏色者,有織金、閃褐、間道等類」。(宋·潛說友《咸淳臨安志》)
「羅」是一種輕薄而透明的絲織物,和「紗」很像。羅的生產工藝在宋代也有了很大發展,種類繁多,有雲羅、輕羅、結羅、熟羅、牡丹羅、方目羅、孔雀羅等等,因其工藝精湛、成品華美,多作為貢品進獻於皇室,有「宋羅」之稱。
宋人的絲繡可稱為中國古代絲綢藝術的瑰寶,其中尤其璀璨的一顆,當屬緙絲。緙絲又名「刻絲」或「克絲」,是一種採用「通經斷緯」特殊織法的織物,有花、素二種,因其工藝繁複,古人亦用「一寸緙絲一寸金」來形容其金貴難得。宋代緙絲巨匠朱克柔,長於繪畫、緙絲,她的緙絲作品題材廣泛,運絲如筆、暈色靈巧,無論是花草、蟲鳥、人物都精妙異常,栩栩如生。北宋緙絲最為有名的產地是河北定州,在宋徽宗宣和年間最為興盛。在南宋時,隨著政治中心和經濟文化中心的轉移,緙絲在南方江浙一帶也興盛起來,故有「北有定州,南有松江」的說法。



宋代的刺繡
唐代時,女紅刺繡便已成為閨中女子必學的功課,「閨繡」一說漸漸成形。到了宋代,刺繡工藝更加精湛。北宋文繡院隸屬少府監,約於崇寧三年(1104年)由後苑造作所與文思院的繡作合併而成,專責皇帝服飾與祭祀用品的刺繡製作,初期即招募三百名繡工並網羅各地優秀繡師,成為宮廷最高規格的官辦刺繡機構。文繡院代表了「宮廷繡」的極致,其作品精美絕倫,並出現以針代筆再現名家畫作的「繡畫科」,藝術水準空前。民間刺繡亦盛行,開封有「繡巷」街市,顯示刺繡風氣遍及全國。隨著官繡與民間繡工南遷,宋繡風格逐漸形成並影響蘇繡等南方刺繡傳統,而宋徽宗推崇朱克柔等巨匠,更將宋繡的藝術價值推向巔峰。汴京的大相國寺外還特意辟出一條「皆師姑繡作居住」(宋·孟元老《東京夢華錄》)的專業繡巷,聲勢浩大,所以刺繡之風一時之間風靡全國。
宋繡針法細膩巧妙、配色古樸淡雅,擅長以針代筆、以線代墨,在織物上再現歷史名畫。
宋代<天公開物>中的染色工藝
《天工開物》雖然成書於明代,但其中記錄的染色工藝(如蘇木、黃檗、蓼藍、槐花等植物染料,以及明礬、硫酸銅等媒染劑的使用)繼承並發展了宋代以來的技術,涵蓋了豐富的色彩(如玄色、天青、鵝黃、藕荷、大紅等),並通過媒染、套染(藍配紅得紫、綠)、浸染、扎染等技術,創造出多樣化的色澤,反映了當時織染技術的成熟與精巧。
主要染料與媒染劑
-
植物染料:蘇木(紅)、黃檗(黃)、蓼藍(藍)、槐花(綠/黃)、蓮子殼(茶褐)、栗殼(黑)、茜草(紅)等。
-
媒染劑/助劑:明礬(硫酸鋁鉀)、硫酸銅(綠礬)、純鹼、棓子(五倍子)、麻稿灰、皂礬等,用於固定顏色和改變色澤。
關鍵染色技術
-
套染:將不同染料分層使用,例如用蘇木染出底色後,再用藍靛水覆蓋,可得深紫或葡萄青色;黃檗染黃後,再用靛水覆蓋可得豆綠或草豆綠。
-
媒染:利用明礬、綠礬等媒染劑與纖維和染料結合,使顏色更鮮豔牢固。
-
深淺控制:通過改變染料浸染的次數和濃度(如靛缸深淺染),以及助劑(如麻稿灰、鹼水漂)控制色彩的深淺,形成月白、草白、天青、翠藍等。
-
特殊色處理:玄色(黑)可通過深染靛藍後,再用蘆木、楊梅皮等蓋染,或用栗殼、皂礬煮製而成。
《天工開物》的「彰施」(染色)篇章,展示了從原材料(植物、礦物)到成品(綾羅綢緞)的完整工序。其技術細膩,例如描述的「毛青布」工藝,就體現了宋代以來民間染色技術的創新與對美學的追求。 《天工開物》中的染色工藝是一套成熟的、以天然染料為主,配合多種媒染與套染技術的體系,深刻反映了明代承襲宋代以來在織染技術上的精湛成就。



明代
明代是中國歷史上最鼎盛的時期之一,見證了文藝、貿易和技術發展的新高峰。明初朝廷大力推崇漢族文化,亦保留了部分元代服飾的元素。重修的《大明會典》依據禮制和社會等級,對服飾作詳細規範。明代宮廷信仰也影響了紡織品和服飾,例如嘉靖帝篤信道教,而萬曆帝則崇奉佛教,因此宗教題材圖案常見於織繡品上。
明代紡織業十分興盛,織繡工藝有了新發展。江南地區成為紡織生產重鎮,在南京、蘇州及杭州設有官營織造機構,晚明江南地區的私營作坊逐漸成為絲綢生產的主力。
明代絲綢貿易十分活躍。絲綢是西南地區絲綢之路上的重要商品,也是漢藏文化交流的重要載體。朝廷將大量高級絲綢贈於藏族僧人與貴族,而宮廷藝術也受到藏傳佛教藝術的影響。
明代海上絲綢之路也有重大發展。航海家鄭和曾七次率船隊遠航亞洲與非洲,促進了明代海外絲綢貿易的發展。隆慶元年,朝廷與葡萄牙等歐洲國家建立了直接貿易關係,進一步提升了國際市場對中國絲織品的需求和嚮往。

明代紡織業
中國的纺织技艺早在兩千五百年前便已出現,最初以麻與絲為主要材料,並逐漸發展出毛織品。隨著社會進步,唐代棉花經由絲綢之路傳入新疆與海南,至宋代開始大規模種植,取代麻成為主要纺织原料。
明代植棉業進一步推廣,棉花品種繁多,為棉纺業提供充足原料,並在松江府等地形成「家纺戶織,遠近流通」的繁榮景象。絲織業亦持續發展,技術與工具顯著提升,為清代奠定基礎。明政府自立國起便重視桑、棉、麻的種植,頒令推廣,至中後期更大力提倡纺紡織布,使原料供應遍及全國。 同時,明代手工業與民營工坊蓬勃,城鎮纺织工具日益先進,其中「花機」在蘇州、杭州等地廣泛應用於高級絲織品生產。棉纺技術亦有創新,如搅車、彈弓、纺車等工具改良,大幅提高效率。多樣化的材料與完善的組織機構,使明代市鎮纺织業迅速發展,並呈現鮮明的地域特色。
整體而言,明代纺织業的繁榮與社會經濟的恢復密不可分。朱元璋建國後推行「重農崇儉」政策,鼓勵開荒、發展人口、改進農業技術,促使農業與工商市鎮同步壯大,為纺织業提供了廣闊的發展空間。
明代絲綢貿易
明代絲綢貿易以陸海並行,前期受海禁影響,主要靠「朝貢貿易」體系,通過朝鮮、日本、東南亞、南亞、伊斯蘭世界進行,將絲綢、瓷器等輸出換取香料、藥材等。後期,隨海禁緩和及民間商業活躍,特別是福建、浙江等地,通過海上絲綢之路將絲綢遠銷至美洲等地,貿易規模和內容更為豐富,反映了東西方經濟文化的深度交流。
陸路絲綢貿易
-
主軸:明代絲綢之路(陸路)主要以西北地區為中心,實現了與中亞、西亞乃至更遠地區的長期、和平的商品流通。
-
主要輸出:絲綢、茶葉、瓷器。
-
主要輸入:香料、藥材、寶石、葡萄等農作物。
-
重要性:促進了區域穩定、經濟發展和思想交流。
海上絲綢之路
-
政策:明初海禁,但允許朝貢貿易,將朝貢與互市結合,帶動了海外貿易。
-
貿易夥伴:朝鮮、日本、琉球、東南亞(南洋)、南亞、阿拉伯世界。
-
貿易商品:輸出絲綢、瓷器,輸入香料、藥材等。
-
後期發展:至晚明時期,貿易活動更為頻繁,例如浙江、福建的商人將湖州絲等產品遠銷至美洲,顯示出商業的蓬勃發展。
明代絲綢貿易呈現雙軌並行的格局,既有陸路也有海路;前期以朝貢貿易為主,由官方主導,後期則民間貿易興盛,尤其是海上交流更為活躍。絲綢不僅作為重要商品流通,更成為文化交流的載體,推動了全球貿易網絡的形成與發展。
清代
清代是中國歷史上最後一個朝代。既集歷代絲綢花式和技藝之大成,亦有創新。清代中期,社會穩定,經濟繁榮,絲織業空前發展。江南地區仍是全國最重要的絲綢與棉布生產中心。朝廷在南京、蘇州和杭州設立織造局,為歷代規模最大的官營織造機構。乾隆時期,織造局年均產量達1.3萬匹,民間紡織業亦蓬勃發展。
清代服飾具有鮮明的滿族特色。宮廷服飾制度在清中期發展至歷代頂峰,對色彩、紋飾和樣式有系統的規定。清代絲綢和服飾大量出口,「中國風」流行歐洲,影響世界時尚;而歐洲絲綢、西洋風格織物也受到清代宮廷青睞。19世紀,清政府被迫打開國門,歐美等地技術和商品輸入,加上國力衰弱,戰亂影響,中國紡織業受到衝擊。19世紀下半葉,近代民族紡織工業興起,引進和開拓生技術,拉開了中國紡織和服飾走向現代的序幕。

清代官營絲織業的組織與發展概況
清代官營絲織業在整個絲織產業中占據極為重要的地位,代表著當時技術與品質的最高水準。
清代官營絲織機構主要設於北京與江南三地(江寧、蘇州、杭州),合稱「江南三級造」。北京設有「內織造局」,江南三地則各設「織造局」,由官府直接經營管理。這些機構通常分為兩部分:一是「織造衙門」,負責行政與官吏管理;二是「織造局」,為實際生產絲織品的官營工場。最初在順治三年(1646年),三處織造局由工部管理,織造官由工部侍郎統轄。康熙二年(1663年)後,改由內務府派員長期監督,正式脫離工部,成為皇室直屬機構。織造官雖品級不高,但因承奉皇室,地位尊崇,甚至在地方政治上具有監督作用。雍正年間,內務府與禮部明文規定織造官為「欽差之員」,地方官不得干涉其職權,文移往來亦須尊重其地位。
織造官的職責包括:編列預算、採購原料、監督生產、管理運輸等,權責廣泛。其與地方官員互動時,享有特殊禮遇,甚至地方府、廳、州、縣見織造官時不必行下拜禮,顯示其超然地位。然而,隨著清代中期以後政治與經濟環境的變化,織造官的特殊地位與政治功能逐漸淡化,官營絲織業也逐步轉向技術與產能的穩定發展。
明黃色紗彩雲金龍紋朝袍(雍正)
明黃色緞繡神獸紋門神鎧(乾隆)
清代服飾確實充滿鮮明的滿族特色,宮廷服飾制度在清中期達到頂峰,對顏色、圖案和款式(如旗裝、馬褂、補服、大拉翅、花翎、朝珠)有嚴格的規定,體現了滿族文化融合漢族傳統的獨特風格,並藉由「海水江崖」紋飾和等級分明的補子制度,彰顯皇權與社會秩序。
鮮明的滿族元素:
-
服裝形制:旗裝、馬褂{/nav}(短褂)是特色,女性有大拉翅高髮髻和高底鞋,男性則有花翎(孔雀翎)與頂珠。
-
髮型與頭飾:女性的「兩把頭」髮型配合扁方(髮飾)與大拉翅,男性則插戴翎羽。
嚴謹的等級制度:
-
補服:官員的外褂上有方形的「補子」,繡有不同飛禽(文官)或走獸(武官),代表官階,有「海水江崖」圖案寓意江山永固。
-
色彩:皇帝御用龍袍有「十二章紋」,且在祭祀等不同場合使用特定顏色,如祭天用青金石朝珠、祭地用琥珀蜜蠟朝珠。
融合與發展:
-
融合了漢族「上衣下裳」、「交領右衽」的服飾傳統,並結合滿族的騎射文化與草原特色。
-
宮廷服飾精緻考究,由江南織造專供,用料和做工皆有嚴格要求。
重要服裝與飾物:
-
朝服、吉服、常服:不同場合有不同服裝,如禮儀隆重的朝服、喜慶的吉服和日常的常服。
-
補子:區分官員品級的方形圖案。
-
花翎與藍翎:孔雀翎等級的象徵,眼數多代表功勛高。
-
/朝珠:佩戴於頸部,由多串組成,材質與顏色因祭祀不同而異。
-
大拉翅:清代后妃的高大髮飾。
在紋樣方面,清代服飾紋樣中,最尊貴的花紋為龍紋和十二章紋,象徵皇權的至高無上,是皇帝御用、神聖不可僭越的專屬花紋。皇帝以下的各級臣屬,其吉服不得稱為「龍袍」,只能稱作「蟒袍」。至乾隆時期,清朝的補服制度最終定型,各級爵位及文武官員的補服皆有明確規定。從名稱上看,衮服、龍褂、補服,等級依次遞減;從補子的形狀上看,圓形補子高於方形補子;從紋樣數量上看,團紋愈多,等級愈高;從紋樣內容上看,正龍、行龍、五爪蟒、四爪蟒、飛禽與走獸依次由高至低排序。飛禽與走獸又依其珍稀與凶猛程度分別由高至低排列。在飾物方面,如男子冬朝冠的冠頂飾物,其等級依材質由高至低的順序為:東珠、紅寶石、珊瑚、藍寶石、青金石、水晶、硨磲、素金、鏤花金。此類等級規定不勝枚舉。清代統治者正是憑藉這些詳盡的制度,確立了自帝王至普通官員服飾外觀的等級差異,以達到「辨等威,昭名秩」的統治目的。
清代服飾制度系統化、等級化,將民族特色與皇權禮制完美結合,成為中國服飾史上的重要篇章。
藕荷色緙絲卍字蝙蝠團壽紋襯衣 (光緒)
石清色紗繡彩雲金龍紋八團吉服褂 (乾隆)
金黃色綢繡彩雲金龍紋吉服袍 (嘉慶)
明黃色緙絲彩雲金龍十二章紋吉服袍 (光緒)
明清補子
補子,又稱胸背,簡稱補,指明朝及清朝、朝鮮王朝、越南黎朝至阮朝、琉球國官員服裝上,位於胸前和背後的方形裝飾。不同等級的官員補子的圖案不同,而文官和武將的補子又不同。文官的補子的圖案用飛禽,武將的的補子用猛獸。繡官服上的補子,是識別官員等級的一種標識。補子隨官職而存在,且受到朝廷的限制,不能大量製作。因此有極高的工藝價值和歷史價值。如今,它已成了一種珍貴的文物藏品。

清代裝飾有補子的官服稱為「補服」。清朝官服最常見的是一種比袍短而比褂長的「外套」,或稱「外褂」、「補褂」。明朝的補子前後圖案一致,而清朝的補子分前後兩半。明朝的補子一般在40厘米見方左右,清代則一般在30厘米左右。

織繡與書畫藝術
藝術緙絲作品已繪畫或書法為稿本製作。能工巧匠以織機和梭為筆,以絲線書寫作畫,保留書畫原來的藝術風貌和筆墨韻味。由於過程耗時費工,緙絲作品價格高昂。明代的緙絲技藝較前代進步,能織做大尺寸的緙絲繪畫和服裝用料。至中後期,隨著經濟發展,社會對觀賞性緙絲這裏貴重藝術品的需求日益增長。此件尺福巨大的緙絲作品以「八仙慶壽」為主題,精工富麗,不惜工本,應用於祝壽場合,可能出自當時緙絲生產中心蘇州。
<清緙絲群仙慶壽圖> , 金地五彩織。雲中南極仙翁騎鶴持卷翱翔在雲端。下方則有群仙前來祝壽。織紋工整細密。裝裱的天地、邊綾與本幅為整幅織成。經緯線粗細相同且色澤有光,是乾隆時期緙絲的特色。緙絲以織刻人像最困難,因臉部表情變化不同,在單調的平織中傳達人物神情,是相當困難的。為了加強光影效果,在人物的臉部上有略添筆設色。此類祝壽品,常是重覆製作,有可能是為慶祝皇帝皇后壽辰所用。


緙絲藝術在清代中期迎來一次發展高峰,生產中心仍然蘇州為主。乾隆帝特別欣賞緙絲藝術,宮廷因此大量訂製緙絲作品。此御製詩書法你品織工精細,準確地反映了乾隆帝書法的特點。清代緙絲亦受歐洲奢華緙毛壁毯的影響,運用羊毛線營造出畫面微凸的質感,並追求西方油畫明暗對比與色彩漸變的效果。
清代緙絲藝術發展在乾隆時期因宮廷訂製而達高峰,並融入了西方繪畫技法,使用羊毛創造立體感和油畫般的光影效果,這段時期緙絲技術與藝術風格都呈現出精緻華麗的特色,體現了中西合璧的審美趣味。
清代緙絲藝術的發展重點:
-
宮廷需求激增:乾隆皇帝熱愛緙絲,大力推動宮廷訂製,使得蘇州織造局(江南三織造之一)成為製作主力,產量與品質都達到頂峰。
-
題材與技法豐富:不僅有吉祥花鳥、山水人物,也出現歷史故事、宗教題材,甚至模仿御筆書畫、名人畫作(如呂紀風格),將書法、繪畫完美織入。
-
中西合璧風格:受歐洲奢華壁毯影響,引入羊毛線,織出微凸立體感 (類似油畫的厚塗感),並運用長短戗等技法模仿油畫的明暗與色彩漸變,形成獨特的「蘇州版畫風格」緙絲。
-
乾隆御製詩書畫緙絲:將皇帝的詩、書、畫與緙絲技術結合,工藝極精,展現帝王品味,如利用平緙、長短戗加畫等技法。
清中期緙絲是中國傳統工藝與西方藝術影響結合的典範,是緙絲史上一個輝煌的階段。
明代早期實行海禁政策,中國絲綢難以大規模外銷。
明代早期的海禁政策極為嚴厲,明令「片板不許入海」,甚至禁止製造大船,全面阻斷民間海外貿易。此舉原本意在打擊倭寇,切斷其補給來源,但卻迫使沿海居民轉向走私與海盜活動,反而加劇海上動盪。15至16世紀,造船、航海技術的發展帶動了大航海時代的來臨。葡萄牙、西班牙、荷蘭等國開闢通往亞洲的新航線動搖了中國的海禁體制。海外貿易被納入「朝貢體系」,由官方主導並限制規模,絲綢、瓷器等主要商品只能透過朝貢交換,導致沿海經濟受損,江南手工業發展受阻,政府稅收亦減少。
在絲綢外銷方面,出口主要依靠朝貢與市舶司的有限渠道,民間自由貿易遭到全面壓制,使中國精美絲織品難以大規模流通至國際市場。直到隆慶年間(1567年),明朝才部分開放海禁,開放福建漳州月港作為對外貿易港口,允許福建月港對外通商,史稱「隆慶開關」,但仍有限制。整體而言,海禁政策雖有維護安全的初衷,卻使中國錯失與西方商人直接交流的契機,削弱了國際貿易的活力。
其後清康熙帝設立粵海關,致乾隆年間更實施廣州「一口通商」政策,中國絲綢貿易日益興旺。乾隆二十二年(1757年)清政府實施廣州「一口通商」政策,將所有海外貿易集中於廣州十三行,由官方認可的公行商人壟斷經營,並嚴格限制外商活動範圍與與內地官員的接觸。此舉源於乾隆帝對宗教滲透與涉外事務混亂的警惕,繼康熙、雍正時期的防範措施與《管理番舶及澳夷章程》後,進一步加強管控,體現了清政府的防範心理與集權需求。 這一制度強化了中央集權,保障了關稅收入與清朝利益,但過度限制外商自由,導致中外貿易摩擦不斷。雖然「一口通商」在短期內維護了社會穩定與主權控制,卻也為後續的中英衝突與鴉片戰爭埋下伏筆,成為清代對外貿易政策的重要轉折點。
歐洲傷人來到中國大量採購生絲和絲綢製成品。當時外銷絲綢面料以綢、緞、紗、天鵝絨和妝花緞為主。來自中國的絲綢服飾、面料及室內層切用品深受歐洲皇宮貴族的青睞,並在當地掀起一股「中國風」熱潮。這些外銷織品除了飾有中國紋樣外,亦會根據來樣加工,畫仿效國際流行的風格製作。外銷絲綢體驗了中國作為世界絲織貿易中心的地位,也是國際文化與工藝交流互鑑的重要實證。


